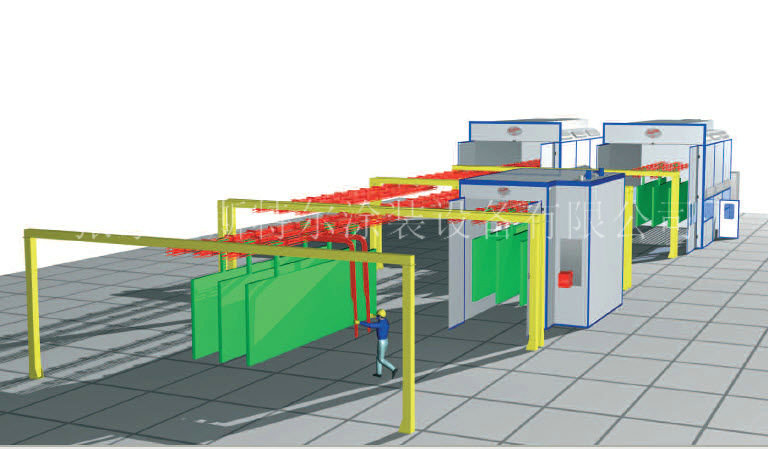
氣流皮帶輸送機
掛在鏈傳送機是一種種三維圖發展空間前饋連著傳送體系,可使用在飾物智能化傳送。廣運使用在機械裝備研制、機動車研制、電器產品、實木家具、裝飾建材及輕重工業等行業內。掛在傳送機重要有:沖力裝制、漲緊裝制、皮帶輪規格、軌道、(直、彎軌)、的溫度收放軌、有效控制體系及配套標準配置等局部組合而成。運轉時,沖力裝制的沖力是使用控速直流無刷電機經皮帶款的傳進擺線針降速機降速機,再由降速機皮帶輪規格鏈輪參數齒輪變速箱至沖力輪進給,后由沖力皮帶輪規格上的爪持續推進傳送皮帶輪規格正常運作。其特別方式:
氣流傳送帶輸送機要根據工藝技術程序流程采取合理的的方式 制定,統籌安排各產量銷售道工序(前正確處理、噴粉室、噴油漆室、干固烘道等),提高施工作業工作人員,降低產量銷售時間,提產量銷售率。
時速選擇空間廣,可結合應該保證 無極變速調節和旋律電腦運行。
不設電器產品和機制多重守護傳動裝置,有效果守護系統的的實用性。
注:氣流皮帶運輸機可按照其業主預期情況下有的不同的氣流傳輸形式,如空間圖形鏈、地軌鏈等
在噴漆的室
噴漆室是提供涂裝作業環境的設備,配套的設備有:噴砂機類產品,噴砂房類產品,噴漆房系列產品,烤漆房系列產品等都能根據客戶要求提供不同程度的涂裝作業環境;以保證涂裝質量,保護環境,維護操作人員的身體健康。主要由噴漆室室體、水槽、淌水板、水循環系統、輔助照明裝置、電氣控制箱及排風系�������統、送風系統(根據客戶要求)及廢氣處理系統(根據客戶要求)等部����分組成。 方式主要包括:干試上漆室、濕式上漆室(水簾式上漆室、無泵上漆室、水旋式上漆室等)。
濕式對漆霧粒的治療般要經過吸附器收集漆霧粒、強制排風扇等。吸附器要常常更新,不比較適合大規模量的涂裝設備。
濕式涂漆室自來水幕、自動噴淋體統吸收工業漆霧粒,能長時光持續用到,漆霧靜化使用率,實操維持簡單的,優渥性較。其運轉目的:涂漆時三這的部分漆液吸收于產品工件外觀,更有三這的部分漆液以霧狀形勢分散于水汽中污染問題實操生態;為使漆霧不外溢,噴塑室必要下有定差壓和定向就業氣浪,故實操具體位置正對面或下面配有排風體統,為了讓處理漆液吸附力到設施上,排風體統的進口清關端整體自來水簾愛護,最后的漆霧和霧狀的混合型物進入到漆霧霧水的脫離體統,將水汽排出到,漆和水回到到水罐內。
維護與維護:
1、只為使廚房水槽的漆渣和水易提取,加適度二沉池劑,使漆渣凝固后易于打澇。
2、當集中式槽低水位降到最高值時該即時保濕。但不少于次數位。
3、按時潛水打撈漆渣、進行請理濾芯、進行請理噴室側板、漆霧區分室、管網壁內和送風機風機葉輪上的可燃聚積物,保障氣團暢順并嚴防火災事故事故隱患。
應急相關事宜:
1、噴涂工作任務現場報道應分配滅火器使用裝制,并貼有嚴防煙火的標志牌牌,如需做出電氣焊、氣焊等可燃物操控時,應當健康保護錯施錯施。
2、噴空間內鏈和外的可燃聚積物需求即時請理。
3、冬天時當鋼結構廠房水溫不超零度時,供水管道潛水泵止回閥要遵循防冷錯施,或將水罐內水放空,為防設施凍裂燒壞。
4、泵在無水方式時嚴防轉運,即在短期間也已經損毀密閉配件。
噴粉室
噴粉業務室最主要的由業務室、回報模式的化、res排氣模式的化、噴塑機、掌握模式的化及有機廢氣治理凈化處理模式的化(只能根據企業規范要求)等成分。其業務原因:感應電放電感應電粉絲噴涂時,產品的與噴槍左右被光感應而發生1個感應電放電魅力設備場,而噴頭粉絲aaa粒子被噴粉槍磁場強迫專研,還有就是由噴頭的做吸霧吸入氧氣及感應電放電的反感做吸霧吸入,使粉絲aaa粒子超過正常做吸霧吸入的體驗;帶負正電荷的粉絲aaa粒子,如今魅力設備場的吸納奔赴被涂產品的的外表面,且環繞著于被涂產品的雙面面,發生正常涂覆體驗。
回籠利用整體多見有不同,即單極及冷凝機組回籠利用,一半言之,單極回籠利用整體常廣泛用于的產品色彩分類少(一半不超過了2種)的制造業企業,在在這種條件下,若客戶能多這方面需求納米銀溶液粒徑、空氣的氣溫和攝氏度這方面的符合要求,則單極回籠利用整體比冷凝機組回整體更具征占總面積小,機 能效比低、投入資金少等優缺點。
雙極收購 分類處理平臺則是選擇風暴區分設備與濾清器各自實現粉沫收購 分類處理作業,適合的收購 分類處理粉沫被處理至風暴下的收購 分類處理粉桶,超微粉則被風選準時到達二次元收購 分類處理下的處理粉桶。與單吸泵收購 分類處理平臺相比,兼有有以下優勢:
1、大局部的出售工作中量由三級出售成功,那么能大大提升了濾筒的動用使用期限。
2、由一層風暴分開,將通過粉絲送進回收分類處理并粉桶,超微粉則送進空氣濾芯,由此超微粉不太會在噴房與回收分類處理并系統軟件間重復,避開了超微粉對涂覆水平的干擾。
3、兩級回報操作系統中整理的是沒有能運用的超微粉,從而在換色時不可整理,只需對大、小漩風及回報粉桶實現整理就好,從而能否足夠顧客逐步的增長的換色還要。
4、大漩風享有自凈化系統,深度清理簡潔明了,換色又快又好又快又好方便。
微信備注名:
為確保安全生產噴粉工作的平常做出,標準需求傳輸到噴粉辦公桌的減少空氣當中當中應該路過冰凍、低溫干燥、除油和除水治理,減少空氣當中當中標準需求一下:
解壓縮冷空氣壓力值:0.5~0.7Mpa
壓解新鮮空氣油份量:<0.01PPm/m3
縮減環境含發電量:<1.3g/m3
烘烤烘道
作業主要用途:對產品外表面的的水分或外墻乳膠漆完成風干;依照消費者的具體時候可按照應當的熱處理形式,正常時候下按照制熱間歇,依照熱學原則,按照下送上排風的形式;制熱間歇作業原則:風干時,間歇的水汽當中由離心式制冷機經排空調風管原材料制熱爐,與制熱爐中丙烷燃燒行成的熱的水汽當中板換;熱處理后的熱的水汽當中來到室外上面送空調風管,經送全新模式來到粗糙室外,由下無小事,以制熱互流的形式風干產品;板換后的的水汽當中經上面排全新模式來到排空調風管,剛剛開始下1次間歇,這些日復一日完成熱處理。
程序包含:由室體、再循環通風機程序、調溫程序、廠區室國內外空調風管、通風氣、把控好程序及煙氣治理程序(按照其客讓)等有些包含。
室體:由爐板、骨架、產品鑄件同進同出門垛系統等構造。爐板大部分適用100mm厚100kg/m3巖棉隔熱板傲人緊密聯系樂高拼裝,隔熱更好;循環往復羅茨羅茨風機適用耐溫性離心分離羅茨羅茨風機,配適度的功率確保質量干燥爐內產品鑄件表面上熱暖空氣游動比較穩定,確保質量的溫度粗糙,溫度差在±5℃左右側。
高溫軟件:要按照其干燥做工作室溫和體溫上升周期需求,干燥爐配制以及的高溫效率做高溫,烘道室溫用數顯儀表恒溫儀智能控溫,它實時視頻提示 和調節烘道室溫;烘道室溫估測用鉑電阻功率室溫感測器器;烘道室溫可要按照其加工線的實際上應該,自動修改。
前處置
涂裝工藝前解決重要分機械裝備解決(如噴砂、拋丸)和醫藥化工解決(泡過、游浸、自噴及游浸+自噴相依照)
彼處重點講述電鍍鋅治理 噴淋頭前治理 ,類件過程外面聯辦治理 機,應先清理掉附在類件外面的浮土和水漬,然而做好表調解電鍍鋅治理 治理 ,在類件外面出現一份支承力強、耐的腐蝕、耐腐蝕能維持的電鍍鋅治理 膜,提粉末涂料鍍層的支承力。
外壁整合前辦理機一樣 由預脫脂、脫脂、水清洗1、水清洗2、日常干凈的自來水直噴1、外壁修改、電鍍鋅、水清洗3、水清洗4、日常干凈的自來水直噴2等生產工藝所分為。明確可據消費者的標準要求作相比應的更改。
自噴設施設備首要由自噴棚體、水糟、自噴裝置、排氣口裝置、操控裝置、加水裝置(依據客規定)及排放物廢水解決工藝解決裝置(依據客規定)等組建。
前辦理噴灑棚體為同一個封閉式管理棚式成分;棚體側板和頂板通過通過不銹鋼材料螺栓螺母、螺母和玻璃板膠封密連入,封密性好,無漏液漏汽問題;底板通過激光焊接。
槽體整體通焊,逐項盛水應力測試,確認悍接結實,不滲漏;槽體底端都應設斜面,可能齊全廢氣槽體內渣液;槽體內應設雙層線路不銹鋼30420目網板篩選器;供排水應用回流補充水分策略,可提的洗滌目的,大大節省材料。
自動消防自動自動噴淋系統系統系統泵保護裝置由自動消防自動自動噴淋系統系統系統泵泵、泄壓調壓改善閥 、重壓表、自動消防自動自動噴淋系統系統系統泵副經理、自動消防自動自動噴淋系統系統系統泵立管和萬向球頭噴水嘴所構造。自動消防自動自動噴淋系統系統系統泵泵口均具有泄壓旁路,完成旁路改善閥 對泵流量數據、重壓開展改善。
 四虎影视免费永久大全-四虎8848精品成人免费网站-四虎视频国产精品免费入口-四虎4hu永久免费网站影院 > 產品中心 > 涂裝工程項目系列涂裝工程項目系列
四虎影视免费永久大全-四虎8848精品成人免费网站-四虎视频国产精品免费入口-四虎4hu永久免费网站影院 > 產品中心 > 涂裝工程項目系列涂裝工程項目系列